Oman's Oil and Gas Landscape
Introduction
1.1 Background
The oil and gas industry is critical to Oman’s economy since it is accounted for approximately seventy percent of the country’s revenue in 2018. Oman is located in the Middle East and is recorded to be the largest natural gas and oil producer outside the Organization of Petroleum Exporting Countries (OPEC). Oman has approximately 4.7 billion barrels of oil reserves and approximately 20 trillion cubic feet of natural gas reserves (Mishrif and Balushi 2018). Oman exports oil to countries in Asia, with China being the largest importer representing about 70% of Oman's total export. India represents 10% while Japan and South Korea represent 4% and 3% respectively (Mishrif and Balushi 2018). The oil and gas industry supports Oman’s modern infrastructure and services. However, in the past few years, the oil prices have continued to decline pushing oil companies and regulators to improve efficiencies. One way to attain the intended efficiency is by reducing the costs of production. Companies are focused on using alternative production methods to generate more oil but at a lower cost. Notably, the country's infrastructure that has been invested in oil production is aging. Also, the country's older fields also need new infrastructure. In addition to these two, the country's complex geology requires that oil producing companies should invest in new technology to improve drilling and exploration activities. Investment in this industry is now inclined towards output maximization and to eliminate waste by employing innovative technologies. The ability of Oman to increase its production in gas and oil is dependent on the innovative technologies employed in extraction. Some of the enhanced oil recovery technologies that are already being used in Oman include the solar techniques, steam injection, polymer and miscible. Even with the use of these technologies, Oman provides incentives to attract international oil companies to invest in the exploration of oil and gas especially because of the country experiences a difficult to recover the hydrocarbons. Sophisticated technologies and expertise are required in the developing of oil fields.
1.2 Aims and Objectives
The aim of this paper is to identify the types of pumps used in the gas and oil industry in Oman and the failure analysis of the pumps. The objectives of the project are listed below.
Identify the types of pumps being used in the oil and natural gas industry
Identify the types of pump failure experienced in Oman
Identify the pump failure analysis based on the root cause, fault tree analysis, failure mode and effect analysis (FMEA) or FMECA, and Monte Carlo Simulation.
Identify the most effective pump failure analysis method applicable in the oil and natural gas industry in Oman
1.3 Research Rationale
The dependency of Oman on the oil and natural gas industry has led to the need for conducting a research study on the failure analysis of the pumps used in oil and natural gas in Oman. The reasons for conducting this study include an understanding of the various types of pumps used in oil and natural gas reserves and their failure analysis which will help in the reduction of running and production costs involved during the breakdown or failure of a pump. The maintenance costs involved can be significantly reduced to ensure that the technical department carries out preventative maintenance in a timely manner based on the prediction of failure derived from the failure analysis technique employed. The paper has focused on Oman since it is a major producer of oil hence failure and delay in oil and natural gas production may cause a shortage in the crude oil market. The demand for oil and natural gas is very high compared to the available supply hence the country has to maintain a high production rate to meet its target. Once the failure analysis has been done, the root cause of the problem may be indicated. The possible causes of failure of a pump being used in oil and natural gas include material defects, faulty design, fabrication errors, installation and assembling defects, improper operation, and deficiency in the maintenance process.

LITERATURE REVIEW
2.1 Introduction
Due to Oman's dependency on oil and natural gas, efficiency during the extraction process is important. One of the challenges being faced at the oil and natural gas rigs is the failure of pumps. Due to this challenge, the research study focuses on the various types of pumps being used and the failure analysis of the pumps in use. At the oil sites, pumps are essential and assist the production schedule to remain on schedule hence failure translates to the delay of the project. It is important for professionals to understand how to recognize and detect the causes of failure of the pump, and how to develop a solution through troubleshooting and analysis. Before the study of failure analysis of pumps, the personnel handling the pumps need to understand the anatomy of a particular pump before operation and failure analysis. An understanding of the anatomy of the pump is achieved through the dissembling and assembling of the pump to achieve a closer inspection. The close pump inspection is intended to evaluate the installations, head, flow rate, the applicable fluid, and water content. The research study aims at identifying the type of failure and the maintenance cost associated with the pumps being used in the oil and natural gas industry. Sheikh et al. shared a study that was carried out over a period of five years that determined the failure modes and reliability function of the pumps. According to the findings, the research study states that some of the most common pump failures involve overhaul, seals, bearing and impellers. Failure analysis is essential since it provides cost analysis for both the non-repairable parts and the reparable parts. Oluwatoyin et al. (2014) stated that a failure mode and effect analysis (FMEA) is useful in understanding the equipment groups and offers potential first aid during pump failure. The data obtained during the research study should be plotted awaiting the repairing costs and the time consumed during the failure. The cost analysis involves the analysis of the accumulative repair costs and the time allocated to each operation.
2.2 Petroleum Development in Oman
In line with achieving a sustainable run-life in the Oman oil fields, different pumping systems have been erected. The Electrical Submersible Pump (ESP) is a lift system has been added besides some of the common pumps used in this industry such as the Beam, Progressive Cavity Pumps and the Gas Lift. In the Petroleum Development in Oman (POD), 800 ESP systems are managed in all the fields across South and North, with an expected growth by 50% in the short run. Based on a recent analysis, the ESP run life has been improved to 800 days. Depending on the field and other exploration factors, it is possible to exceed this run life to 1280 days. Some of these factors include the implementation of remedial measures achievable by a joint effort between the vendors of ESP and the PDO. Another factor for improving run life for ESP is an aggressive analysis of failure toot causes and pumping system performance monitoring. Another significant factor in improving the run life is by reducing the life cycle cost. The achievement of this has resulted in the maximising of oil revenue for PDO and an increase in ESP up time. To optimise ESP run life and to ensure that it is efficient in reducing the life cycle cost, it is important that opportunities are scanned at the different stages such as procurement, design, and monitoring and failure analysis. Improvement out to focus on all aspects of a pumping system including the organisational, technical and contractual aspects. For instance, undertaking a planned improvement over a contract period of an ESP contract results in improved run life reduced life-cycle costs and enhance the reliability of the system equipment. With the industry producing a 38% net oil using ESP, analysis of the performance of this system and the challenges thereof encountered is important. The ESP system has been established as a system that is economically effective in lifting gas and oil in large volumes from the deepest of the field. These systems employ a number of pumps such as the centrifugal pumps.
2.3 Pump failure case studies
The proper functioning of an oil and gas producing plant depends on the one pump. However, the effectiveness of this pump depends on the parts operations which means that a huge amount of a plants maintenance budget is spent on repairing parts of the pump. Recurrence is a major issue to the reliability of pumps because the failure of a part is worsened by continued use of that pump. As such, a vicious cycle of failure is experienced. By conducting a root cause analysis, an effective solution is established to meet the objective of sustainability. There are a number of success cases of companies that employed RCA to pinpoint the causes of failure. An example of these cases is the determination of the cause for a piston pump leakage that caused damaged to the gearbox. In this case, the investigating team determined that the leakage resulted from erosion that was caused by solid suspensions in the fluid. For every stroke, the solids moved into the voids in the packing and onto the shaft and this caused erosion on the sealing area. Using visual inspection, the issue of erosion is identified and recorded as a cause for leakage. To get a solution to this problem, a root cause analysis is vital to identifying the root cause of the issue. The outcome from the RCA recommended that a ceramic-coated shaft to be installed in the packing and the solution was effective in cutting down any additional expenditures (Echert, 2011). A second case involved a plant struggling with the piston leakage too. Oil, the fluid that was being transferred, was vicious and contained solids there requiring that the piping was emptied at the end of the task. Using a root cause analysis, it was identified that this cleaning at the end of the task required blasting steam and this was the cause of failure. This cleaning was destroying lubricity on the piston seals. A recommendation to stop cleaning the piping created a new problem of seal failure. A second RCA recommended the isolation of the pump to clean dry the pipes without causing damage to the seals (Echert, 2011). A third case is of a plant that experienced a loss in the flow using a centrifugal pump. Also, the seals were reported to fail faster than expected. Using RCA, the investigating team identified that the plant employed a chilled water system to keep low pressure had been replaced with tower water which failed to be cold enough making a drop in the low frequency. The pump, therefore, failed due to cavitation, especially from a low NPSH. The recommendation was to return back chilled water for cooling to eliminate the failures (Echert, 2011).
PUMP FAILURE ANALYSIS METHODS
3.1 Introduction
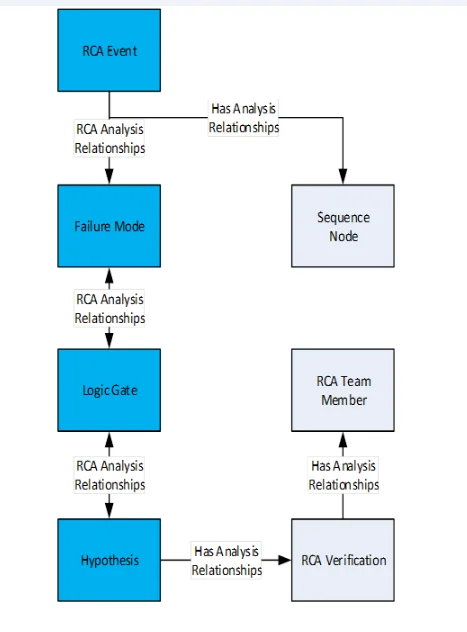
Failure analysis incorporates the processes employed to determine the physical root cause of the problems with a pump or a pumping system. Failure analysis is a complex process that engages many technical practices and employs additional techniques of observation, laboratory, and inspection. To enhance performance and efficiency it is important that evidence is examined and analyses using the right techniques to ensure that an unbiased and clear perspective of the root cause of the failure is established. Collaborative efforts with experts are required in the integration of the evidence with a quantitative approach to the background information about the failed system and pumps, the design and the manufactures of the pumps. A root cause analysis is employed in support of the pump failure techniques to explore the factors contributing to the failures including latent causes and human causes. There are several methods of conducting a pump’s failure analysis and they include root cause analysis, fault tree analysis, failure mode and effect analysis (FMEA) or FMECA, and Monte Carlo Simulation. This section of the study introduces the concept of root cause analysis, failure analysis and its role as a tool for failure prevention and the enhancement of system quality product.
3.2 Root Cause Analysis
Reliability and predictive engineering are important in preventing plant failure and performance deviations. A regular maintenance program is vital for a detecting system failure that reduces the performance of a system or which deviates the functioning of the system and leading to poor quality products, environmental impact or personal injury. To achieve efficiency for a maintenance program in use, it is important that the root cause of the problem is fully understood. With such understanding, finding a long time solution for a recurrent issue and to make the right corrections on the performance of a plant. This section of the study examines the root-cause analysis method as the major technique useable in detecting pump failure. The study presents an exploratory examination of how the technique works and how effective it is in detecting the failure and assisting in finding a suitable solution. The root cause failure analysis method involves sequential logical steps that lead the process of isolating facts of a pump or plant failure. Isolating helps in defining the actual cause of a problem therefore allowing systematic analysis of the best courses of action that are more likely to resolve an issue and to correct the system to make sure that the cause of failure does not occur again. The root cause analysis is used to determine the source of failure of equipment and not just symptoms for the purpose of preventing the problem from recurring (Okes 2015). If performed correctly, root cause analysis provides consistent results by capturing all failures that need to be investigated. During the analysis, all the failures that have occurred in the past are identified and studied and the suggested solutions are implemented. A root cause is defined as the basis, essence, or cause of a problem or in this case equipment failure. A root cause is used to identify the source from which the equipment failure derives. Root cause analysis is, therefore, a systematic method used to identify the source of a failure event and the possible solutions for handling the problem (Consulting et al. 2014). The failure analysis method is based on the concept that effective management requires solving of developing problems and developing strategies and approaches that help in preventing a repeat of the occurrence in the future. The application of the root cause analysis method is aimed at avoiding the likelihood of solving a single factor which might be a minor contributor during the resolution of the failure. The root cause analysis method aims at identifying and providing solutions for the symptoms and underlying problems. The problem-solving method is systematic and is an ongoing process aimed at achieving continuous improvement. The goals of the root cause analysis approach are to analyze and identify the failure types by answering a series of questions which include which failure type occurred, how it occurred, why it occurred so that the corrective actions are developed that will ensure there is no repeat occurrence (Consulting et al. 2014). The implementation of the root cause analysis method is useful in the oil and gas industry when identifying and solving the occurrence of pump failure. The failure analysis method identifies the challenges and the source of failure so that a lasting solution can be achieved.
When developing a logical approach to evaluate and identify the types of pump failures using the current data available within the organization and the past historical experiences. The logical approach developed during the failure analysis establishes a repeatable process that can produce similar results during the analysis of a different pump failure type. The principles of the root cause analysis method involve focusing on the available corrective measures that have been identified to be more effective and applicable in the problem-solving process unlike handling a single challenge over time. The analysis method is in most cases most efficient when accomplishing the logical approach and systematic process with failure analysis conclusions that are supported with evidence from the collected data. The root cause analysis is critical in investigating the types of pump failure because it results in the identification of several root causes for a particular failure type. The focus of the failure analysis process is to understand why the failure occurred and not who is responsible. The root cause analysis uses several methods when identifying the root cause of failure and the possible solutions. The first method is the 5-why’s analysis technique that uses a single problem to identify the root cause quickly and efficiently. The 5-why analysis method involves the identification of a problem and asking a series of ‘why’ questions aimed at describing the source of failure (Mobley 2011). The ‘why' questions provide the basis of the investigation and each why question prompts the second question and so on. The barrier method is another method used during the root-cause analysis of failure and it involves the investigation of pathways that adversely affects a target. The analysis method identifies the missing or failed countermeasures that would have been useful in preventing the undesired effects caused by pump failure. The Ishikawa diagram or the fish-bone diagram is also known as the cause-and-effect diagram which provides a systematic method of analysing failure effects and the causes and contributing factors of the pump failure (Mobley 2011). The design of the diagram used in the analysis represents the skeleton of a fish. Pareto analysis is a root cause analysis method that employs statistical techniques to make decisions regarding the pump failure analysis aimed at producing a significant effect. When analysing the causes of the pump failures in the oil and gas industry, the 5-why analysis method and the fish-bone diagram are the most effective methods that can produce effective results corning the causes of failure and possible solutions to prevent future occurrence. Employing the root cause failure analysis used different steps to diagnose the issue and correct it. Mainly the steps are logical and are developed from the problem report considering that failure does not happen in the watch of the investigator. This report contained in the production log does not document the actual nature of failure or cause of failure but rather will only show a listing of symptoms and the area of the pumping system that is suspected to be affected by the failure.
Based on what is presented as the failure symptoms and the boundary identified, the perceived causes of failure are identified. The perceived causes are based on what the investigator and the production staff think is the cause. Also, the investigator considers events of failure that have been reported as reoccurring in the past. It is important to eliminate past causes and failure problems before conducting further investigation. Next, a design review within the problem boundary is conducted to determine any unexpected events and occurrences in the design. Some systems are designed in such a way that failure is recorded and the process stops. In others, the subsystems within a system allow functioning for a short period of time. In this case, the investigator can determine the problem if a review of a design show that a subsystem might be the one running indicating inefficiency as the main system is non-functioning. Event classification is the next stage to identify the type of failure the problem might be. Some of the common problems include safety compliance, regulatory compliance, equipment damage, and operating performance failure. Fixing the problem and having the failed pump replaced immediately is a primary objective of RCFA. An immediate replacement ensures that the identified failure has minimal impact on the production process. Product quality, for instance, is an operating performance failure that attracts the use of RCFA. For instance, having a final product that is not clean is a problem that should be fixed using a root cause failure analysis. Also, a capacity failure which would also indicate an operating performance failure also can be fixed by determining the root cause of the failure using an RCF analysis. The focus in resolving these two types of problems is to determine the causes of inconsistency in the production ability of the plant. The only limitation for employing RCFA is that it is difficult to identify the causes of random failure of non-recurring operating failure events.
3.2.1 Effectiveness of a Root cause Failure analysis
As already established, a root cause failure analysis is undertaken based on the initial report documented about a problem. The primary assumptions to undertaking an RCFA are informed by the details of the logs of production. As such, the effectiveness of the technique to detect and resolve pump failure is dependent on the availability of the correct account of a pump of the pumping system. According, having the right kind of an event-reporting format is vital to enabling the investigator to establish the perceived root cause and therefore the cause of the problem. The effectiveness of RFCA is also dependent on the potential of the user to complete the analysis in time and to ensure that no other factors are likely to cause the failure again. In a production system such as the oil-producing system, timely production is important and therefore a timely fix must be achieved sooner.
3.3 Fault Tree Analysis
Fault tree analysis is a common technique employed to determine reliability in an oil and gas complex system. It employs a logical and diagrammatic approach to determine the possibility that an accident will occur based on identified sequences of events of failure. By employing a logical approach, the FTA method establishes a model of failure and explains the association between components malfunction and the probability of an accident. Fault tree analysis is a failure analysis method that utilizes the deductive method of analysis. The undesired state of the pump is analyzed through the combination of a series of related low-level events using the Boolean logic (Trivedi and Bobbio 2017). The fault tree analysis method assists in the identification of possible causes of pump failure before it occurs. This method utilizes the statistical and analytic method when correcting a failure. The fault tree analysis method is applicable in reliability engineering and safety engineering which are key aspects in the oil and gas industry. The aim of the failure analysis method is to identify and understand the causes of system or equipment failure and identifying the possible ways of reducing the risk of failure and determine the rate of occurrence of possible equipment or system failure. The fault tree analysis method is used in high risk and high-hazard environments such as the oil and gas industry in Oman. The equipment failure and the classification depending on severity are determined during the development of a hazard analysis. Hazard analysis is the process of assessing the risk involved in the event of an equipment or system failure. The data obtained after the hazard analysis is used to identify and analyse the various hazards caused by equipment failure. A hazard is an event or condition that can cause undesirable and unplanned events and it rarely causes functional failure since an event is usually caused by a series of causes (Kandel and Avni 2018). An improved system design can reduce the likelihood of failure even though any complex system is exposed to system and equipment failure. The fault tree analysis method of failure investigation describes a map explaining the relationship between subsystems, design elements, and faults through the creation of a logical diagram illustrating the entire system. The undesired event which is the pump failure is used as the top event or the root of the fault tree of logic. In the event of a pump failure, there are two possible ways that this could happen: during maintenance or normal operation. The analysis of the two potential causes of failure leads to the improvement of the design of the pumps being used in the oil and natural gas industry. The fault tree failure analysis method involves a series of steps aimed at identifying and preventing the source of pump failure. The first step involves the definition of the undesired event or occurrence under study. The definition of an undesired event or failure is challenging since one cannot observe a pump failure unless it occurs. Extensive knowledge in the design of the various types of pumps being used is required during the identification and numbering of the undesired occurrence. The undesired effects identified are used to make the fault tree failure analysis where only one undesired event can make an FTA.
The second step involves the understanding of the system and its requirements. After the selection of the undesired event, the factors that have the probability to affect the event are analyzed. Extensive knowledge in the field is important since it ensures that no cause of the undesired occurrence is left out. The causes identified for a particular failure or undesired event are numbered and arranged in the order of probability of occurrence. The numbered causes of failure are then used to draw and construct the fault tree diagram. The third step involves the construction of the fault tree based on the numbered causes of failure. The fault tree is drawn after the undesired failure has been studied and analysed and the possible causes numbered and their probability of occurrence identified. The fault tree to be constructed is based on OR and AND gates that are used to define the major features of the fault tree failure analysis method. After the assembling of the fault tree, the tree is analysed and evaluated for potential improvements within the system that would lower the risk of failure of equipment such as pumps. When determining the areas of improvements, a range of quantitative and qualitative analysis methods are applied to help in establishing a control measure on the causes of failure identified using the fault tree. The evaluation and analysis of the fault tree help in identifying the possible hazards caused by pump failure within the oil and natural gas industry either directly or indirectly. The final step in the fault tree failure analysis method is the control of the identified hazards. The last step is specific and differs depending on the system being analyzed (Kritzinger 2017). Despite the different systems, the aim of this stage is to identify all potential hazards and reduce the probability of occurrence. Compared to other failure analysis methods, the fault tree failure analysis is a top-down and deductive analysis method that analyzes the effects of failure and the undesired events caused. The fault tree analysis differs from other analysis tools such as the failure mode and effects analysis (FMEA) which uses a bottom-up approach and is inductive. The fault tree analysis is important in reflecting the effect of a single failure on the entire system. In an oil and gas production plant such as those in Oman, a complex pumping system is employed. Such as system comprises of complex and numerous subsystems. The efficiency of a plant pumping system depends on the functionality and interaction quality of the subsystems. Also, the reliability of the system in terms of safety and operational lifetime is highly affected by how the subsystem functions. There, when employing the fault tree analysis in determining the reliability of a pumping system, the basic requirement is to determine its functionality. This is achieved by the possibility that the system successfully a performance in line with the production requirement and environmental conditions. , therefore, is affected by functionality failures that may occur in all the other components of the subsystems. In determining failure using the Fault Tree Analysis, this study examines the dynamics of functionality and reliability of a pumping system depending on the procedures and techniques employed in identifying the fault.
The operating reliability of a pumping system is a requirement and is adversely affected by the occurrence of a fault. , in this case, is defined as the probable expectation that the pumping system will fulfil its purpose as is adequately required. Using the FTA method to determine pump failure, the concept of satisfactory performance is associated with a system delay or fault. In a failure investigation, early faults must be first identified as these are linked to the errors expected to occur in production during the initial stage of using a pumping system. A mathematical formula may be applied to determine expected chances of failure by determining chance faults. This formula is as follows;
λ = 1/Ps . dpf / dt
In this formula, λ represents the index of the faults
Ps represents the number of undamaged components in the period being considered, dt is the time under consideration and dpf is the number of the damaged components.
Using the FTA technique is also possible to determine failure resulting from faults or wear out. In a complex oil pumping system, timely replacement of worn out components is important. However, the replacement does not happen as often as it should be and as a result, faults are reported to occur from wearing out of components within a system or a subsystem. By employing either of the two approaches of FTA, an understanding of the causes of faults and probability of occurrence is effective in the analysis of pumping system reliability by identifying the weak points of pumps and therefore preventing failure. Using FTA is also effective in the determination of the run life of a pump within the working conditions that have been prescribed by the manufacturer. Due to its predictive nature, a fault tree analysis may not have all the data right since some of the failure events are vaguely characterized, reaching to a precise failure chance may not be possible. As a result, the FTA technique is effective in determining random failures by using estimate probabilities of failure events.
3.4 Failure Mode and Effects Analysis (FMEA)
Failure Mode and Effects Analysis (FMEA) also known as the potential failure, effect, and criticality analysis is an approach that involves step-by-step procedures aimed at identifying the potential failures in processing, manufacturing, assembly or design of a product or service. The process analysis tool identifies the potential failure modes, errors, or defects that can affect the quality or processing type of a product. The failure mode and effects analysis are used when identifying the possible causes of pump failure in the gas and oil industry. The failure analysis method prioritizes the failures according to the intensity of the consequences, the frequency of occurrence, and ease of detection. The aim of the FMEA method of failure analysis is to implement recommendations that help in eliminating or reducing the possible failures starting with the one that has the highest intensity of possible consequences. In the oil and gas industry, the FMEA method of failure analysis is used to design pumps that will be used in the pumping of the raw and processed material. During the development of control plans for modified or new processes, the FMEA failure analysis is applied to test the possibility of failure for pumps used in the oil and natural gas industry in Oman. The procedure for conducting the FMEA method of failure analysis involves the assembling of a team who have knowledge about the pumps and the processes involved in the extraction and processing of natural gas and oil (Kelland, 2014). The second step involves the identification of the scope of the failure analysis which in this case is the pumps involved during the processes in the oil and gas industry in Oman. After the identification of the scope, the possible failures are identified together with resulting consequences and the intensity of the consequences rated to identify the potential failure that should be addressed first. A failure mode and effect analysis are important for identifying and understanding groups of pumping equipment used in the oil and gas reserves. Pumping gas and oil from the deep Oman oil reserves is subject to the challenges of pump failure. As a result, it is important to identify issues relating to equipment failure. Performance of pumping equipment in the gas and oil industry is highly affected by the operating conditions which are different from field to field and from manufactures to manufactures. Each pumping equipment deployed for use in an oil reserve has a mean time to failure which may be as less as 1 year or as many as 12 years depending on the operating conditions and the manufacturer. For instance, the Helico-Axial Multiphase can function in a depth of up to 3000 meters and can run for a mean time of 12 years before a failure is reported. The Twin Screw Pump has a mean time of
3.5 Monte Carlo Simulation
Monte Carlo simulation is a failure analysis method used in the analysis of the impact of a risk factor and uncertainty using a forecasting model. When developing the forecasting model, there are assumptions that are made that have to be projected for a more accurate estimate of the failure rate and possibility of failure for the pumps used in the oil and natural gas industry in Oman. The possibility of failure is determined through the use of historical data, past experience, or expert opinion. The estimate derived from the Monte Carlo simulation method of failure analysis is used to develop a model that contains risk and uncertainty factors since the value of the estimated failure rate is unknown (Estecahandy et al. 2015). The oil and natural gas industry are highly concerned with the risk of failure of equipment compared to other industries. The investment is usually proportional to the uncertainty factor and the availability of information about the failure risks. This paper focuses on the application of the Monte Carlo simulation when estimating the risk of failure of pumps being used in the gas and oil industry in Oman. Rago (2015) defines Monte Carlo simulation as a method of failure analysis that incorporates numerical analysis, sampling theory, and simulation techniques. The basic method involved in the Monte Carlo simulation involves the use of logical terms to represent a failure situation whose solution is determined through mathematical simulation after the insertion of the data related to the past pump failure. Using the statistical experimentation process, the random numbers that are generated from the available data are used to develop a frequency distribution that is cumulative and is used to identify the behaviour pattern of the pumps being used. The behavioural pattern established by the frequency distribution is applied in the statistical experimentation process.
TYPES OF PUMPS USED IN THE OIL AND NATURAL GAS INDUSTRY IN OMAN
4.1 Introduction
Pumps are an essential component in the oil and gas industry since they are used to accelerate the transfer of oil or gas from one point to the other. Without the pumps, the extraction and processing of oil and natural gas cannot be achieved since oil and gas displacement is a critical part of the industry’s operation.
4.2 Centrifugal Pump
The centrifugal pump is the most commonly used pump in the oil and gas industry and is classified in many forms. The pump functions generally by applying centrifugal force through the system and therefore pushes the fluids in an oil extraction field. This force is cared using an impeller which rotates to create motion that becomes centrifugal force due to the pump housing shape. The way the centrifugal pump is designed allows it to be a part of a multiphase or a tri-phase application of pumping in the oil and gas industry (Dupuis et al., 2015). Also, the design of impellers moving fluid round and then a suction at the end to draw the fluid allows the pump to be the most suitable for use when drilling and draining liquids with a high flow rate and low viscosity such as crude oil. Also, in upstream oil and gas industry, the centrifugal pumps are sued with many pumping applications such an electric submersible pumps. When used with this pumping application, the centrifugal pumps are effective in the process of separating water from oil and then re-injecting one of this fluid at another part of the reservoir. Centrifugal pumps are effective for their speed as they can in one-minute pump hundreds of gallons of oil.
The figure below is an example of a centrifugal pump common in the oil and gas industry in
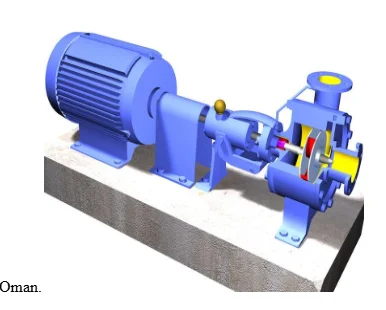
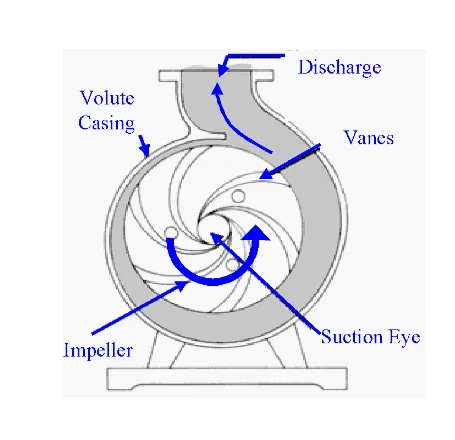
Bellary and Samad (2016) state that centrifugal pumps are widely used in the oil and gas industry in Oman for the displacement of fluids. The pump uses centrifugal force to transfer fluids from one point to another using rotating impellers. The transfer of fluids is enabled through the process of converting rotational kinetic energy into hydrodynamic energy of the flow. The electric motor provides rotational kinetic energy. The oil or natural gas enters the centrifugal pump impeller near the axis of rotation. The impeller accelerates the fluid into the volute chamber or diffuser where the fluid flows radially towards the exit. When passing through the impeller, the fluid being transferred gains pressure and velocity and the flow decelerates at the diffuser, the pressure of the fluid increases. The centrifugal pump is divided into two parts, the mechanical end, and the wet end. The wet end is composed of parts that determine the pump's hydraulic performance. The wet end comprises the impeller, volute or casing, and the first radial bearing. The impeller increases the kinetic energy of the fluid flow while the volute or casing contains the pressure of the fluid being transferred. (Gulich 2014) The pressure containment vessel is used for directing the flow of the fluid in and out of the pump. The volume has the shape of a curved funnel that increases the surface area covered by the fluid towards the discharge port. Based on the Bernoulli's Principle, the volute or casing converts rotational kinetic energy to pressure through the reduction of the velocity of fluid flow and an increase in pressure of the fluid. There are centrifugal pumps that have diffusers instead of a volute which contain stationary vanes surrounding the impeller. The diffuser sets the direction of flow and allows gradual expansion of the fluid and subsequently increasing the efficiency of the pump. The mechanical end of a centrifugal pump is made up of the shaft or rotor, shaft sealing, and bearings. The shaft or rotor is a mechanical part where the impeller is mounted and it is used during the transmission of torque between the electric motor and the impeller. The shaft sealing is composed of packing rings and a mechanical seal that is useful in preventing leakage of the fluid being transferred. The bearings are used to reduce friction between the stator and the rotating shaft while constraining the shaft’s relative motion. The most common types of bearings used in centrifugal pumps include plain bearing, fluid bearing, rolling element bearing, magnetic bearing, and jewel bearing.
Centrifugal pumps are classified according to the characteristic of the fluid flow through the pump components. The pump classification includes radial flow, mixed flow, and axial flow (Girdhar and Moniz 2015). In radial flow, the pump discharges the fluid radially which means that the direction of fluid flow is perpendicular to the shaft. The deflection caused by radial flow provides higher centrifugal forces hence a high head and low flow rate. Axial flow centrifugal pump allows the flow of the fluid to be parallel to the axis of rotation. The fluid enters and exits the pump along a similar direction which is parallel to the rotor or rotating shaft. (Girdhar and Moniz 2015) Axial flow models provide high pressure and flow rate but a low head compared to the radial flow. The pump utilizes fluid velocity and momentum to create pressure within the pump. The mixed flow pump combines the features of radial flow and axial flow. The fluid is subjected to radial acceleration and exits the impeller at a certain degree from the axial direction (Girdhar and Moniz 2015). The mixed flow centrifugal pumps provide a higher operating pressure compared to the axial flow pump and a higher discharge flow rate compared to the radial flow pump. The angle at which the fluid exits the pump determines the head-discharge and pressure characteristics in relation to the axial and radial flow pump.
4.2.1 The working principle of a centrifugal pump
The impeller of a centrifugal rotates fast so that it subjects the fluid in its casing to a force that is centrifugal thereby pushing the fluid to the discharge opening. A vacuum is formed as a result of the discharged fluid thereby forming an atmospheric pressure that pushes more fluid. The impeller is made of curved blades to make sure that the rotational movement is not flawed. For the reliability and effectiveness of a centrifugal pump is hydraulic and mechanical suitability are major factors observed in its designing. Pump failure is highly caused by poor designing of the pump. Poor design, for example, will have oversized or undersized pump components. The working conditions of the pump, the geometry of the impeller and the sealing of a pump have a significant impact on the mechanical functioning of a centrifugal pump. Some of the factors that affect the hydraulic suitability of the pump comprise of the rate of flow of the pump, the resistance of the system, the duty point and the characteristics of the fluid that will be pumped. Further, at both the designing and installation of a centrifugal pump, the suction conditions must be emphasised and considered (Awaid et al., 2014). In particular, the Net Positive Suction Head (NOSH), which refers to the required head for specific working conditions of a suction, must be specific for each pump to prevent failure and recurring issues. The required NPSH is determined by the design of the pump and is subject to the nozzle, impeller and the casing. The suction conditions that must be observed prior to settling for a particular NPSH include the fluid pressure and vapour, fluid temperature and the suction lift. A centrifugal pump functioning involves two parts comprising of a rotating part which comprise of the shaft and the impeller, cooling systems, and controls. The stationary part comprises of the suction nozzle and the casing. Complete effectiveness of the centrifugal pump requires that the selection and installation adhere to a process of several steps which include; first determine the suitable flow rate of the pump, this is the volume of fluid that is pumped per a unit of time. Evaluating the flow rate is vital to determining the number of pumps to install to enhance a longer run life. The second step is the evaluation of the static head; this is the elevation difference between the highest point the fluid is being delivered and the source. This evaluation is vital for the determination of the reliability of the pump (Belghache et al., 2016). The thirst step involves the evaluation of the friction head by taking into consideration of the components of the pipe system that will be used with the pump. These components include the valves, the heat exchangers and the pipe fittings. Evaluating the resistance characteristic of the pump and the fluid is vital during a root cause failure analysis. It would provide vital information regarding failure caused by wear and tear. Using the three steps, it is possible to select the most suitable centrifugal pump with a run life that is cost effective.
4.2.2 Major centrifugal pump failure mode
Failure with centrifugal pumps results in a decline in the flow of fluid in the pipe systems and as a result, the net production of a production plant is interrupted. Centrifugal pumps are affected by a different type of pump failure and these include the hydraulic failures, mechanical failures and wear out failures. The hydraulic failures result from a change in the pressure in the pipes which may be caused by a fluctuation in the fluid volumetric flow rate, velocity, and temperature. Some of the hydraulic failures for a centrifugal pump are as follows;
Cavitation; cavitation causes a reduction in the fluid pressure so that it is below its vapour pressure due to the formation of bubbles in the fluid. The impact is a reduction in the suction pressure and a rise in the flow rate to extents not designed for the pump. If the bubbles collapse in the pump, it will result in the failure of some components such as the impellers, erosion, pump vibration and reduced pumping efficiency.
Radial thrust; is a thrust directed to the rotor of the pump making the pump to operate in a recirculation state. A high radial thrust causes deflections in the shaft and results in mechanical seal failure (Dupuis, G et al., 2015). A high radial may also cause a rise in temperature, heating the bearings and therefore causing a mechanical failure by reducing the run life of the bearing.
Pressure pulsation; occurs at the discharge and the suction affecting the control of a pump and causing notices. Also, fatigue failure and suction vibration will also result from pressure pulsations leading to pump damage.
Mechanical failure comprises of any failure resulting from damaged components of the machines such as damaged seals and bearings, poor lubrication in pump components.
Bearing failure; caused by an overload or excessive lubrication on the bearing due to fluid contamination and high temperature.
Seal failure; caused by a problem with pump lubrication which makes the pump to continue running but when it is dry. Seal failure will lead to damaged seal components and the seal’s lapped faces open and with poor lubrication, the seals grind causing severe wearing out.
Lubrication failure; caused by contamination in the fluid and a rise in temperature. These two affect the viscosity of the lubricant and a further rise in temperature is felt at the bearings causing pump inefficiency.
Fatigue failure; caused by cyclic stressors. Fatigue failure results in cracks due to recurring defects after being applied to high-stress levels.
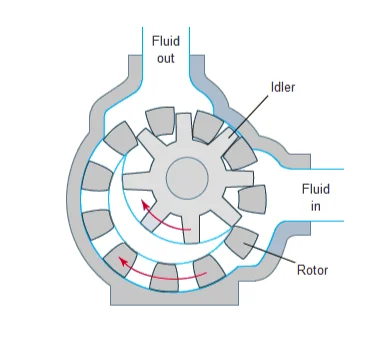
4.3 Positive Displacement Pump

A positive displacement pump is a type of pump used in the oil and natural gas industry to transfer fluid through the process of trapping a certain amount and displacing it or forcing it into the discharge pipe (Stewart 2018). A positive displacement pump continuously transfers fluid enclosed in a fixed volume mechanically through the system. The nature of the action employed by the pump is cyclic and is driven by either pistons, gears, screws, rollers, vanes, or diaphragms. Some positive displacement pumps have a cavity that expands and contract at the suction side and the discharge side respectively. The fluid being transferred is sucked through the inlet when the cavity expands and is discharged when the cavity contracts. The volume of fluid being transferred is usually constant at every cycle of operation. A positive displacement comes in many forms and each is effective due to particular characteristics. First is the rotary lobe pump which is valveless and self-priming. It has two rotors that synchronise and rotate against each other to build a chamber in the casing. To function, open chambers at the suction are filled with fluid which is then displaced into the discharge. The capacity of this pump is dependent on its speed and is suitable in an oil plant because the flow is reversible. The gear positive displacement pump fluid moves between the gear teeth and when the gears mesh, the fluid is displaced. The two meshing gears have external or internal gear. In the case of the external gears, one gear is driven using a shaft while it drives the other gear.
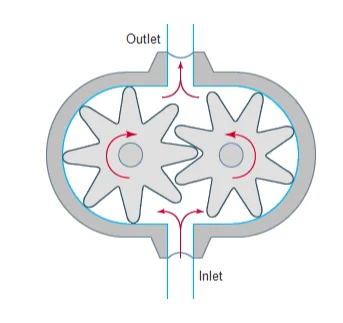
For an internal gear positive displacement pump, it is a rotary design. At the inlet, the gears get out of the mesh allowing fluid into the pump. One of the internal gear has internally cut teeth while the other one has external teeth to mesh with the internally cut. Each of the two gears can move the other making it possible for the flow to move in any directed without being affected by the direction that the shaft rotates (Halabi, Al-Qattan and Al-Otaibi, 2015).
Unlike a centrifugal pump, a positive displacement pump produces constant flow at a given velocity despite the discharge pressure. A positive displacement pump does not utilize impellers to transfer fluid but instead uses the reciprocating or rotating parts to transfer the fluid into the enclosed volume (Stewart 2018). The design of the pump creates pressure used to drive the fluid from one point to the other. Positive displacement is mostly used in the transportation of fluids with high viscosity such as oil since the fluid is transferred at a low flow rate but high pressure. The pump is used at the refinery phase in the oil industry because it is a compact unit that increases the pressure ratio which is ideal, efficient, and a low-cost solution. Despite the efficiency and affordability, positive displacement pumps are prone to frequent mechanical failure hence require extensive maintenance (Kelland, 2014). There are two types of positive displacement pumps, the reciprocating and rotary pump. Positive displacement pumps are more efficient compared to the centrifugal pump in the oil industry mainly because of their efficiency with high viscosity fluids.
4.3.1 Positive displacement pumps failure mode
The positive displacement pump is affected by a number of failure modes that are either hydraulic or mechanical and some of these failures are as follows;
Shaft unbalance that is caused by vibration and leads to a seal leakage or a bearing wear
Low net positive suction head (NPSH) that is caused by cavitation and causes a reduction in the pump efficiency
External leakage caused by wearing out of the mechanical seal, seal failure and damaged shaft sleeve and it causes failure in fluid pumping.
Mechanical noise caused by cavitation, bent shaft and damaged bearing and causes wearing and damaged other parts.
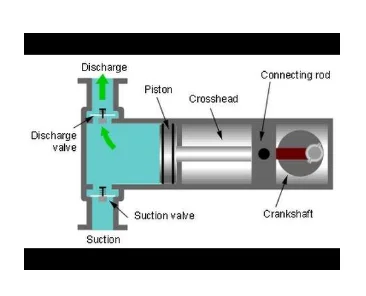
4.4 Piston Reciprocating Pumps
A reciprocating pump is a positive displacement pump that includes either a plunger pump, piston pump, or diaphragm pump (Perez and Conkey 2016). The fluid being transferred is collected within an enclosed volume and pressure is applied on the piston or plunger to discharge the fluid. The reciprocating pump is used in areas where the low flow rate is required but with high pressure. The main components of a reciprocating pump include the suction pipe, delivery pipe, suction and delivery valve, cylinder, air vessel, piston, piston rod, crank, connecting rod, and a strainer. The suction pipe connects the cylinder of the pump to the source of the fluid where the fluid is sucked. The suction valve allows one directional flow since it is a non-return valve. The valve is positioned between the cylinder and the inlet suction pipe. The valve opens during suction and closes during discharge. The delivery pipe allows the delivery of the fluid to the desired outlet and connects the outlet to the cylinder. The delivery valve is located between the delivery pipe and the cylinder and allows flow in one direction hence it is a non-return valve. The delivery valve closes during suction and opens during discharge. The cylinder is a hollow enclosed volume made of cast iron or steel alloy and it houses the piston and piston rod arrangement. Both the suction and delivery pipes and valves are connected to the cylinder since the suction and delivery of the fluid takes place in the cylinder. The piston provides the bark and forth movement inside the cylinder performing the suction and release of the fluid. The piston rod is useful in aligning the piston in the correct linear motion. The crank is a disc that is connected to the source of power such as an engine or an electric motor for the rotating motion. The connecting rod is the connection between the piston and the crank and converts the rotating motion provided by the crank into linear motion used by the piston. (Perez and Conkey 2016)
4.4.1 Piston Reciprocating pump failure mode
A major cause of failure for a piston reciprocating pump is an excessive piston velocity during a fluid displacement which is caused a fluid pound (Perez and Conkey, 2016). With high velocity, the reversing valve moves and reduces the flow resultantly reducing the downward velocity of the pumping piston.
Other failure modes comprise of the following;

Fluid contamination; results to excessive wearing on the bearings, hydrodynamic bearing, unstable control, and a piston seize.
Over pressurisation; results to broken shafts, broken pistons, unstable control following broken pin and cracked cylinder.
Fluid problem; caused by a reduction in the fluid viscosity, rise in operating temperatures and fluid breakdown. Fluid problem results in ball wearing, cavitation, and air entrainment, bearing wear and piston seize.
An improper inlet conditions; caused by inlet differential and it leads to noise and cavitation.
CONCLUSION
5.1 RCA and Monte Carlos Simulation Results and Comparison
Failure analysis is vital for an oil and gas manufacturing plant mainly for preventing both mechanical and hydraulic failures. This paper focused at the types of pumps used in the Oman oil and gas industry. Also, the study explored the failure analysis methods that are employed and used them to determine the failure modes for each pump studied. In particular, two techniques, the root cause analysis method and the Monte Carlos simulation methods to investigate a piston leakage pump failure. The effectiveness of each failure analysis technique depends on its ability to not only identify a pump failure but to also allow failure prediction, generate solutions for failures reported and to prevent potential failures. By examining at the tow techniques employed, here a conclusion is drawn on the results to recommend the most effective. The case under consideration involves a piston reciprocating pump leakage that damages the gear bearings. Using the RCA failure analysis method, the first step was to highlight areas of the pump that are related to piston failure. Mainly, five recent failures that were related to the failure mode under investigation were examined. The analysis considered the dates the failures had been reported, the last date the failures had been reported and the date the failure had been fixed. Also, a comprehensive description of part affected, failure mode and solution were outline. The analysis concluded that piston failure was caused by cavitation caused by pressure pulsation due to fluid contamination therefore recommending a general maintenance as well as the installation of new seals and bearings. Using Monte Carlos Simulation which employs random probabilities to determine the risk of failure appointed a 1-10 simulation variations to the 7 simulation predictions made. In summing up the IRR, the average chance was found to be 0.98 which is a 98% chance that the predictions investigated were the cause of the failure under study. Looking at the two outcomes, this study recommends the use of RCA over a Monte Carlos Simulation because while the later provides a statistical cause it is ineffective in establishing the actual cause of failure. The former on the other hand enables the investigator to investigate each part on its own to determine how much it is contributing to the overall failure issue.
References
Awaid, A., Al-Muqbali, H., Al-Bimani, A., Al-Yazeedi, Z., Al-Sukaity, H., Al-Harthy, K., & Baillie, A. (2014, January). ESP Well Surveillance using Pattern Recognition Analysis, Oil Wells, Petroleum Development Oman. In IPTC 2014: International Petroleum Technology Conference.
Belghache, A., Al-Hinai, S., Rabaani, A., Manhali, M., Tromp, J. P., Holyak, S., ... & Ajmi, A. (2016, March). Challenges and learnings from thermal development of thick heavy oil reservoirs in Southern Oman. In SPE EOR Conference at Oil and Gas West Asia. Society of Petroleum Engineers.
Bellary, S. A. I., & Samad, A. (2016). Pumping crude oil by centrifugal impeller having different blade angles and surface roughness. Journal of Petroleum Exploration and Production Technology. 6, 117-127.
Choi, Y., Lee, C., & Song, J. (2017). Review of renewable energy technologies utilized in the oil and gas industry. IJ Rew. Energ. Res, 7(2), 592-598.
Dupuis, G., Bouillot, J., Templier, A., & Zaitoun, A. (2015, November). Successful Chemical Water Shut-Off Treatment in an Omani Field Heavy-Oil Well. In Abu Dhabi International Petroleum Exhibition and Conference. Society of Petroleum Engineers.
Estecahandy, M., Bordes, L., Collas, S., & Paroissin, C. (2015). Some acceleration methods for Monte Carlo simulation of rare events. Reliability Engineering and System Safety. 144, 296-310.
Halabi, M. A., Al-Qattan, A., & Al-Otaibi, A. (2015). Application of solar energy in the oil industry—Current status and future prospects. Renewable and Sustainable Energy Reviews, 43, 296-314.
Kelland, M. A. (2014). Production chemicals for the oil and gas industry. CRC press.
Lei, T., Shan, Z. B., Liang, C. S., Chuan, W. Y., & Bin, W. B. (2014). Numerical simulation of unsteady cavitation flow in a centrifugal pump at off-design conditions. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 228(11), 1994-2006.
Mishrif, A., & Al Balushi, Y. (2018). Economic diversification in the Gulf Region. Volume II, Volume II. Singapore: Palgrave Macmillan.
Oluwatoyin Shobowale Kafayat, Hashim Fakhruldin Mohd, & Hussin Hilmi Bin. (2014). Failure Mode and Effect Analysis of Subsea Multiphase Pump Equipment. Matec Web of Conferences. 13, 05001.
Trivedi, K. S., & Bobbio, A. (2017). Reliability and availability of engineering: modeling, analysis, and applications. New York, NY: Cambridge University Press.



- 24/7 Customer Support
- 100% Customer Satisfaction
- No Privacy Violation
- Quick Services
- Subject Experts